作者:秦皇岛燕大源达机电科技股份有限公司
摘要:随着原料药行业的竞争日益激烈,各大原料药生产企业对于生产的效率、产能等要素的要求不断提高,而目前传统生产模式(批次模式)显然已不能满足生产需求。本文通过对连续化生产概念及过程的阐述,改变传统生产模式,对工艺设备提出新的技术要求,为原料药生产提出更经济更灵活的新方案。同时,质量源于设计,新工艺离不开专业设备及专业技术的支持。本文将介绍我公司的几种连续化生产设备,为推进连续化生产的进程做出努力。
关键词:原料药;连续化生产
随着科学与技术的长足进步,连续化生产的概念在各大制造研讨会及各大原料药生产企业之间逐步被提及并日渐熟知,此项新的生产模式为药品生产提供了一个更高效、更经济、更具柔性的可行性方案。
一、国内目前原料药生产模式及弊端
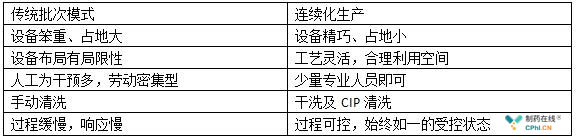
目前国际流行或者说大多数企业所采用的原料药生产模式依旧是传统生产模式即间歇性批次模式(或者说是一系列操作的串联),在生产过程中,每个单元生产结束后都需要进行检测,检验合格后方能可以进入下个单元。一个批次产品从投入到产出所对应的工艺阶段及时间均是高度一致的,一旦某个环节检验出产品不合格,即将同一批次的所有产品均视同不合格被抽调出来,进行复验等工作。
间歇性批次生产模式中每个单元实际生产耗时并不长,而大部分时间主要用于产品周转与检验。为了缩短生产时间提高效率,大多生产企业建厂之初采取加大每批次的投放量以减少取样次数及中间检验次数达到缩短时间提高效率目的,但同时也带来相应的弊端:一是设备体积、重量等越来越大,变得笨重、不灵活;二是由于投放量的增加,用于周转的料桶随之增加,变得数量众多,堆积在厂房内,占用大量厂房空间,降低厂房的利用率;三是增大设备成本、维护、维修、保洁等费用;四是库存难以预测,更换批次时间长,市场反应慢等。
二、原料药生产新趋势--连续化生产
如上各种弊端,更多的企业管理者开始思考新方向,是否可以有效地将中间环节缩短从而减少中间品的占用时间,或者能否有新的工艺来完成生产,从而对市场信息做出快速响应,甚至订单化生产。因而连续化生产模式概念应运而生。
目前国内海正药业、联邦制药及东富龙已经在连续生产的道路上前进,成为了我国连续制造领域开发的先行者,也充分验证了原料药连续化生产的新趋势。
北京大学连续制造研讨会于2016年3月在北京召开,它是近年来连续制造国际专题研讨会中水准之一。Pfizer、Merck、GSK、Novartis、Lily、BMS、Vertex等药企负责人对连续制造的最新技术进行了交流;美国FDA、欧盟药监部门和CFDA监管部门的审评专家分享了对于连续制造的关注和思考;了解国内先进药企和药机制造企业在先进制造技术上的研究进展;行业同仁们共同讨论了对于连续制造的见解、问题、甚至是质疑。目前连续制造的研究与实践已经渐渐深入各大药企。
三、连续化生产新要求
连续化生产是指企业将原材料投入到设备中,按照实际工艺需求,按顺序连续不断地加工,最后制成终端产品进行销售。连续化生产是依靠现代化的控制方式以及可靠稳定的工艺过程,来保证最终的产品品质一致性。
连续化生产工艺相对于传统批次生产模式,对设备的硬件与软件均提出一定的技术要求。
(一)自动化
原料药是属于药品,关系到人们的生命安全与健康。为了使药品的质量得到保证,药品的生产过程必须符合GMP规范等一系列严格的质量管理规范。整个药品的生产过程中,需要严格、可追溯、并且可验证的监控,同时采用辅助手段如在线取样等,使得整个生产过程始终处于受控状态,而这些没有自动化是达不到的。同时自动化避免了人为干预,对生产的质量管理和控制均有极大益处。
自动化不仅包括设备的自动化,还包括生产的自动化、数据采集的自动化、生产管理的自动化,这样才能保证连续化生产的高效、稳定、可靠,产品始终如一。
(二)密闭性管道安全输送
将传统的单元操作之间的周转步骤改为密闭管道输送,使连续化生产在密闭环境下进行,具有卫生、安全优势。
密闭性管道输送使产品不会受到环境污染以及不同产品的交叉污染,同时对环境卫生没有威胁,极大的改善了职业卫生。
密闭性管道输送可以隔绝粉尘与环境的接触,甚至可以使用惰性气体进行输送,或者增加静电检测及静电消除装置,从而大大降低粉尘爆炸的风险。
同时可以做到系统集成,在一套设备上可完成多道工序。密闭管道输送使得设备占地面积减小,设备规模也变得紧凑,生产线的安排会更加合理,空间得到有效利用。
(三)节能环保
科技进步的同时,能源危机蔓延以及环境污染加剧,节能环保的呼声越来越高。"十二五"规划指出,制药工业作为环境服务业的一个重要方面,毫不例外地被纳入而成为环保攻坚的重点治理目标。这也将会是原料药企业选择新型工艺及设备的又一切入点。
连续化生产工艺将流程缩短,生产设备精巧,设备主要使用洁净气源,无污染且系统耗能低。
(四)GMP的考量及CIP的应用
药品质量不仅要符合质量管理规范,而且整个生产过程还应符合GMP生产标准。连续化生产减少人为干预,员工通过触摸屏操控设备,将更容易降低产品污染的风险。此外,连续化生产更容易实现集中除尘、集中排水,保证生产车间的洁净度以及最终产品的品质。
CIP的应用彻底摆脱了设备清洗环节对操作人员的依赖,且自动化程度高,降低了生产过程中潜在的质量风险,同时解放了原本人工清洗所占用的大量时间与能源。结合现代的分析技术以及自动化控制系统,根据不同设备的不同结构与动作方式最终确立CIP的具体架构,帮助企业建立可靠的CIP系统。
四、我公司的连续化生产典型设备简介
(一)正压、负压以及正负压柔和输送系统
正压、负压以及正负压柔和输送系统是目前正在被应用且发展趋势好、占地少、成本低的现代化输送方式。其优点是模块化设计、使用灵活。既可以将多个位置的粉料输送到指定位置,也可将指定位置的粉料输送至多个位置。它可运用到混合前的进料,也可在混合后将粉料输送至指定位置。此外也可用于压实机的进料以及包装机的进料等各个不同生产阶段。
对于输送中可能遇到不同粉料时摩擦系数不同、腐蚀程度不同等问题,相应的更换不同结构的蝶阀即可保证输送效率。对于一些特殊的原料药粉末可以使用惰性气体输送,保证粉料品质同时满足输送要求。设备清洗维护方便,可集成CIP系统。
(二)气动混合设备
气动混合设备进料及出料形式多样,混合效率高,能更好地适应多种生产条件和生产工艺。
该设备适应连续化生产。混合比例高达1:5000,减少了比例放大的工艺流程。混合粒径范围大,0.05-12mm的粉粒体均适用。粉料密度差高达9:1,同时粉料颗粒破坏小、混合周期短、均匀度高。设备体积利用率高,单批次混合量大,可有效减少产品生产批次数。
设备配置压力传感器、粉尘浓度传感器及静电检测等,限度降低安全隐患。对于特殊粉料,可以使用惰性气体混合和输送。
清洗维护方便,系统附加干洗功能,同时可集成CIP系统。
(三)耐磨型金属蝶阀
目前在原料药、乳粉、保健品行业中,粉料特性多样,当特殊粉料在输送过程中,阀门往往带压操作,阀体磨损非常严重,造成密封不严阀体泄露,影响设备乃至整个系统的使用。
耐磨型金属蝶阀,在增加耐磨性的同时保证不破坏粉料颗粒。自产品上市以来,已成功应用于多种严苛环境下,受到广大客户的高度好评。
(四)在线计量配料
在线计量配料技术在连续化生产工艺中占有很重要的位置。区别于普通模式,在线计量配料系统配料时间短,称量准确。
在线计量通常采用减重计量与真空计量方式,已成熟运用于众多企业的配料称重系统,能够很好的适应连续化生产的要求。减重计量的原理是利用粉料带气的特性,在粉料流态化时进行精确计量。而真空计量是在真空条件下进行粉料计量充填,并同时保证无粉尘飞扬。两种计量方式各有千秋,能够更好的适应不同的粉粒物料。
配料自控系统具备远程维护功能,能实时处理设备问题。系统具有实时数据库,可实现在线数据实时上传、实时分析,从而保证产品的最终品质。其次,数据库可为追溯系统提供完整数据。
(五)粉末设备CIP系统
CIP系统是生产工艺终端的一个质量控制点。粉末设备CIP系统有别于普通液体设备CIP系统,其程序复杂、清洗点及控制点多,清洗方式、压力、水温等均需根据实际设备配置。同时,CIP设备中的阀类、密封类型及材质选择等也是重中之重。此外,CIP系统应包括自检,提示系统中某个部件应当更换,并在部件更换后,自检确认部件是否达到原安装要求。
综上,安全、可靠、成熟的CIP系统需要自控工程师对生产清洗工艺深入理解、工作环境深刻认识、控制系统使用娴熟。这样才能最终确保整个CIP系统的有效运行。
(六)自控系统
成熟的自控系统来源于设计,更离不开多年实际生产经验的总结。随着科学与技术的进步,伺服技术、RFID技术、PROFINET通信技术、数据库技术等均已成熟运用于自控系统。优秀的远程监控及维护功能更大大的方便了现代化企业的管理与运行。自控工程师能够结合实际的连续化生产工艺,更好的优化系统设计,最终整体提高企业的生产效率。
五、结束语
连续化生产是原料药生产的新趋势。
随着制药行业标准与质量规范的日趋完善,大数据时代的到来,原料药企业必将迎来新的变革,连续化生产的优势将更加明显。这就同时对各设备制造企业提出新的机遇与挑战。新趋势召唤我们在提高产品质量、提高技术的道路上共同前进,为推进连续化生产的进程做出努力,最终推动原料药生产甚至中国制药工业更高、更快的发展!



合作咨询
![]() 肖女士
肖女士
![]() 021-33392297
021-33392297
![]() Kelly.Xiao@imsinoexpo.com
Kelly.Xiao@imsinoexpo.com
 2006-2025 上海博华国际展览有限公司版权所有(保留一切权利)
沪ICP备05034851号-57
2006-2025 上海博华国际展览有限公司版权所有(保留一切权利)
沪ICP备05034851号-57