摘要:自1986 年首个单克隆抗体(mAb)获批以来,其治疗开发和药物生产工艺不断演进。本文将这一发展历程划分为三个阶段,并对未来趋势进行展望。生产培养滴度、生物反应器生产规模不断提升,大规模合同制造设施的涌现,有望改善单克隆抗体疗法的全球可及性,并拓展其治疗适应症 。
一、引言:单克隆抗体疗法发展历程概述
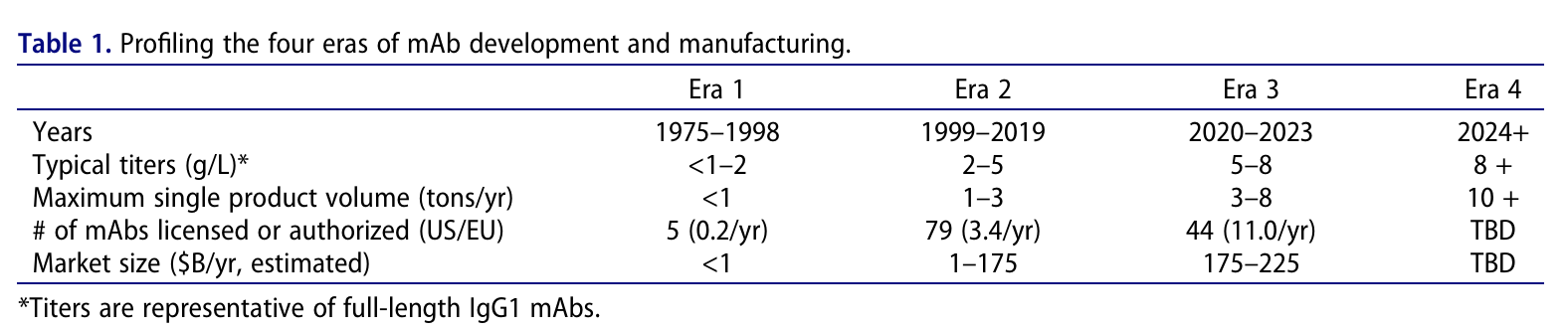
单克隆抗体疗法的发展历程可分为多个阶段,每个阶段都在时间、生产培养滴度、产品最大需求、获批数量和商业销售额等方面呈现出不同特点(原文 Table 1,展示四个阶段的关键数据,帮助读者直观了解各阶段差异) 。这些变化反映了技术的进步和行业的发展,对未来单克隆抗体疗法的研发、生产以及患者的治疗都有着重要影响。
二、起源故事(1975 - 1998 年)
1975 年,科勒和米尔斯坦成功制备出单克隆抗体,这一成果为生物制药领域带来了革命性变化,并在 1984 年获得诺贝尔奖 。1986 年,首个用于人体的单克隆抗体 Orthoclone OKT3 获批,用于治疗肾移植患者的排异反应,但其生产方式较为原始,使用在小鼠腹腔中培养的杂交瘤细胞。随后,重组 DNA 技术的出现,使得哺乳动物细胞系用于生产抗体成为可能,如 1997 年上市的 Rituxan(利妥昔单抗),它是在 Chinese hamster ovary(CHO)细胞系中生产的嵌合抗体,生产规模在当时十分可观。这一时期,单克隆抗体的研发面临诸多挑战,比如鼠源单克隆抗体在人体临床研究中常因患者产生抗药抗体而失败,后来逐渐发展出的嵌合、人源化和全人源序列抗体,才逐步解决了这一问题。同时,关于单克隆抗体纯化过程中是否使用 Protein A 树脂存在争议,Rituxan 获批后,其极低的 Protein A 残留水平为该技术的广泛应用奠定了基础 。此外,Enbrel(依那西普)的商业化供应挑战也给行业带来了深刻教训,促使创新公司加大对 CHO 细胞生产设施的投资 。
三、成熟与规模化阶段(1999 - 2019 年)
这一时期,单克隆抗体治疗领域在全球范围内不断拓展,许多创新公司和合同制造组织(CMO)建立了平台化制造工艺 。生产滴度、设施产能和产品需求都显著增长,Enbrel、Rituxan、Herceptin(曲妥珠单抗)、Humira(阿达木单抗)和 Avastin(贝伐单抗)等重磅产品相继问世,年销售额高达 10 亿 - 20 亿美元,推动众多生物制药公司加大对单克隆抗体制造技术的投资。行业逐渐形成了一套较为成熟的药物生产平台:采用补料分批式 CHO 细胞培养,通过离心澄清、Protein A 捕获,再经过一到两步精制色谱步骤和病毒过滤,最后进行超滤和透析,以确保产品的病毒安全性,并完成浓缩和配方制备 。早期,人们曾担忧生产培养滴度的提高会导致纯化过程出现瓶颈,但实践证明,通过对现有工艺进行简单调整,如增加捕获中间工艺池的罐体体积或循环色谱步骤,就能解决这一问题。随着对大规模 CHO 细胞培养工艺信心的增强,新制造工厂的设计也在不断演进,通常配备 12 - 25kL 的生物反应器,多个生物反应器搭配下游的两个纯化生产线,以便同时生产多种产品或缓解单一产品生产时的瓶颈问题 。
四、新冠时期的经验(2020 - 2023 年)
新冠疫情期间,单克隆抗体疗法的研发和生产迅速转向应对疫情需求 。众多公司和 CMO / 创新合作伙伴纷纷生产用于治疗或预防新冠的单克隆抗体,据估计,单一产品的年产量可达 2 - 8 吨,所有产品的总产量超过 30 吨。这一时期的生产培养滴度得益于 2010 年代先进的细胞系开发和细胞培养技术,达到了较高水平 。疫情对单克隆抗体的开发和制造过程产生了深远影响,强化了一些关键的药物生产目标,如工艺的可移植性、简单性,以及药物生产和原材料供应商的双源供应 。多个单克隆抗体迅速获批用于新冠治疗和预防,这不仅证明了单克隆抗体疗法对患者的低风险,也为未来该类产品的开发提供了有力支持 。然而,面对疫情,也有人提出重新审视单克隆抗体制造技术的需求。虽然新冠单克隆抗体的快速授权和大规模供应证明了传统制造技术的有效性,但仍有部分组织尝试开发新的制造技术 。不过,从规模经济的角度来看,大规模细胞培养设施在成本和产能上具有明显优势,分布式小规模制造设施在质量保证、监管管理和供应链平衡方面存在挑战 。未来若再出现类似疫情,遵循新冠应对的先例,利用现有的传统先进技术和多家公司的制造设施,仍是快速满足大量单克隆抗体需求的有效方式 。
五、拓展单克隆抗体的未来(2024 - ?)
展望未来,单克隆抗体疗法有望开拓新的治疗领域,并扩大在发展中国家的可及性 。预计未来的生产培养滴度可达 8g/L 以上,这得益于细胞系开发和生产培养基平台的持续优化 。目前,多家具有大规模药物生产能力的 CMO 正在扩建,这使得创新公司未来可能无需巨额投资建设内部生产设施 。例如,一些大型 CMO 或许能在一两年内生产出 100 - 1000 万剂重磅单克隆抗体产品 。这种产能的提升为单克隆抗体疗法带来了新机遇 。一方面,创新公司有信心涉足高剂量慢性治疗领域,如阿尔茨海默病的治疗,也开始考虑预防偏头痛、治疗高胆固醇血症等新的适应症 。另一方面,较低的生产成本可能促使创新公司考虑价格较低但仍有利润空间的产品,例如用于预防疟疾、呼吸道合胞病毒(RSV)、流感和艾滋病等传染病的单克隆抗体 。为了进一步提高全球医疗可及性,特别是在低收入和中等收入国家(LMICs),需要降低成本并优化给药方式 。可以通过工程改造单克隆抗体,如提高 Fv 结构域的亲和力、突变 Fc 结构域延长半衰期、调整效应子功能等方式降低剂量和给药频率 。同时,应采用皮下或肌肉注射等更适合 LMICs 的给药途径,并确保产品在低注射体积下具有良好的稳定性和低粘度 。此外,一种可行的制造和供应策略是建立由大型 CMO 管理的集中式大规模生产设施,为多个组织生产单克隆抗体,包括已有的产品仿制药,储备应对疫情的药品,并能快速切换生产应对新出现病原体的产品 。这种设施在疫情期间将发挥重要作用,且产品可采用 “成本加成” 的销售模式,减少创新公司的利润诉求,以提高产品在全球的可及性 。
六、总结
自首个单克隆抗体获批近 40 年来,其开发和制造取得了巨大进步 。生产培养滴度的提高、上下游工艺平台的持续优化以及全球制造能力的扩张,为单克隆抗体疗法开拓新领域和提高全球可及性提供了机遇 。未来,通过非政府组织和全球医疗资助机构的合作,借助大型 CMO 的力量,有望进一步推动单克隆抗体疗法的发展,特别是在应对全球性公共卫生事件和满足 LMICs 的医疗需求方面 。



合作咨询
![]() 肖女士
肖女士
![]() 021-33392297
021-33392297
![]() Kelly.Xiao@imsinoexpo.com
Kelly.Xiao@imsinoexpo.com
 2006-2025 上海博华国际展览有限公司版权所有(保留一切权利)
沪ICP备05034851号-57
2006-2025 上海博华国际展览有限公司版权所有(保留一切权利)
沪ICP备05034851号-57